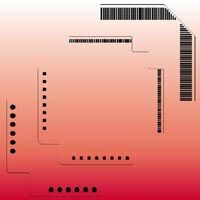
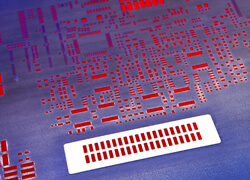
Damit die Schablonen zuverlässig im Schnellspannrahmen aufgenommen werden können, werden am Schablonenrand vorzugsweise an vier Seiten Perforationen platziert. Diese ermöglichen eine präzise Befestigung und gewährleisten eine gleichmäßige Spannung während des Druckprozesses. Besonders verbreitet sind die Aufnahmesysteme wie Vectro / Alpha Tetra, Quattroflex, Zelflex / Essemtec, Paggen und Platefix. Zusätzlich gibt es auch individuell angepasste kundenspezifische Eigenformen, die genau auf die jeweiligen Anforderungen abgestimmt sind.
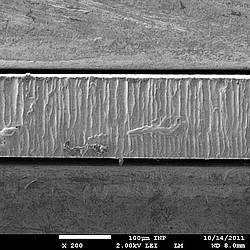
Praktische Zusatzoption – Kantenschutz
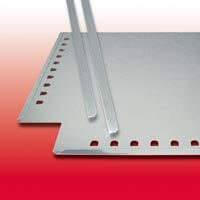
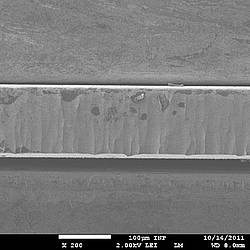
Um eine sichere Montage der Spannsysteme im Drucker zu gewährleisten, werden die unterschiedlichsten Loch- und Schlitzausführungen in CrNi-Blechen mit verschiedenen Materialdicken realisiert. Da die technologisch bedingt scharfkantigen Blechränder ein gewisses Risiko bergen, empfiehlt sich ein optionaler Kantenschutz, der zusätzliche Sicherheit bietet und die Handhabung der Schablonen erleichtert.
Mit diesen optimierten Lösungen lassen sich Schablonen effizient und sicher im Schnellspannrahmen befestigen, während der optionale Kantenschutz für eine verbesserte Anwendung sorgt.